China Top Oil Pump Seals Brands and Their Applications?
Oil Pump Seals play a crucial role in various industrial applications. High-quality seals ensure efficient operation of machinery, preventing leaks and minimizing downtime. In China, several leading brands are recognized for their reliability and advanced technology in producing these essential components.
Understanding the features of these brands can help businesses choose the right products for their needs. For instance, many manufacturers focus on durability and resistance to high temperatures. This attention to detail can lead to better performance in challenging environments.
However, challenges exist in the market. Some companies may sacrifice quality for lower costs. This decision can result in increased failures and repairs. Therefore, it is vital to carefully assess the available options when sourcing Oil Pump Seals. A thorough review of product specifications, along with brand reputation, can aid in making informed choices.
Overview of Top Oil Pump Seal Brands in China
In the Chinese oil pump seal market, several prominent brands lead the way. These brands cater to a variety of sectors, including automotive, industrial, and agricultural machinery. According to industry reports, oil pump seals account for approximately 30% of the total sealing market in China. This highlights the critical role they play in machinery performance and reliability.
Many oil pump seals are made of rubber, polymers, or composite materials. These materials are designed to withstand extreme temperatures and pressures. They prevent oil leaks, ensuring machinery operates smoothly. However, issues like improper installation can lead to seal failures. It's important to pay attention to installation instructions.
Tips: Always check the compatibility of the seal material with the oil type used in the pump. Regular maintenance and inspection can prevent costly breakdowns. Remember, even the best seals can fail if not handled correctly. In some cases, users overlook the importance of quality, opting for lower-cost options. This can lead to reduced efficiency and increased wear on equipment.
Key Applications of Oil Pump Seals in Various Industries
Oil pump seals are critical components in various industries. They play a vital role in preventing leaks and ensuring efficient operation. In the automotive sector, these seals maintain pressure within engines, which is essential for performance. Without proper sealing, oil can leak, leading to reduced efficiency and potential damage.
In the energy sector, seals are used in oil refineries. The harsh chemical environments require durable materials. Effective sealing prevents contamination and protects the equipment. Compromised seals can lead to hazardous spills, causing environmental risks. Industries must choose seals that can withstand extreme conditions.
Construction machinery also relies on these seals. Heavy machinery operates under high pressure. Reliable seals keep hydraulic systems functioning smoothly. A failure here can disrupt operations and lead to costly downtime. Workers depend on the integrity of these components.
Performance issues from seal failures can often stem from poor material choices or incorrect installation. Reflecting on these challenges helps industries improve their processes.
Material Composition and Manufacturing Processes of Oil Pump Seals
Oil pump seals play a crucial role in the efficiency of oil pump systems. Their material composition is vital for optimal performance. Typically, they are made from elastomers such as Nitrile Rubber or Fluoroelastomer. These materials provide the necessary resistance to oil and temperature fluctuations. According to a report by MarketsandMarkets, the global oil seal market is projected to grow significantly, driven by advancements in manufacturing processes and material technologies.
The manufacturing processes of oil pump seals have evolved to enhance durability. Techniques like injection molding and precision machining ensure tighter tolerances and better sealing performance. A study by Research and Markets highlights that 40% of seal failures are due to subpar manufacturing processes. Additionally, improper installation can lead to leaks, affecting overall efficiency. While it's easy to focus on materials, the process behind them is equally critical. Manufacturers need to consistently review and refine their production methods.
Applications of these seals vary widely. From automotive to industrial machinery, each sector demands specific material properties. Specialty seals are often designed for extreme conditions, emphasizing the need for tailored solutions. The complexity of oil pump systems means that even minor defects can lead to significant operational challenges. Continuous innovation in both materials and manufacturing is essential to meet these demands.
China Top Oil Pump Seals Brands and Their Applications
| Seal Type |
Material Composition |
Common Applications |
Manufacturing Process |
| Mechanical Seal |
Ceramics, Carbon, Stainless Steel |
Petrochemical Pumps, Water Pumps |
CNC Machining, Pressing |
| Lip Seal |
Nitrile Rubber, Fluoroelastomer |
Oil Pumps, Gear Pumps |
Molding, Extrusion |
| O-ring Seal |
Silicone, EPDM, NBR |
Hydraulic Systems, Automotive Applications |
Injection Molding |
| U-Cup Seal |
Polyurethane, Rubber |
Hydraulic Cylinders, Piston Pumps |
Compression Molding |
| Flat Seal |
Asbestos, Non-asbestos Composites |
Flanged Connections, Industrial Applications |
Cutting, Pressing |
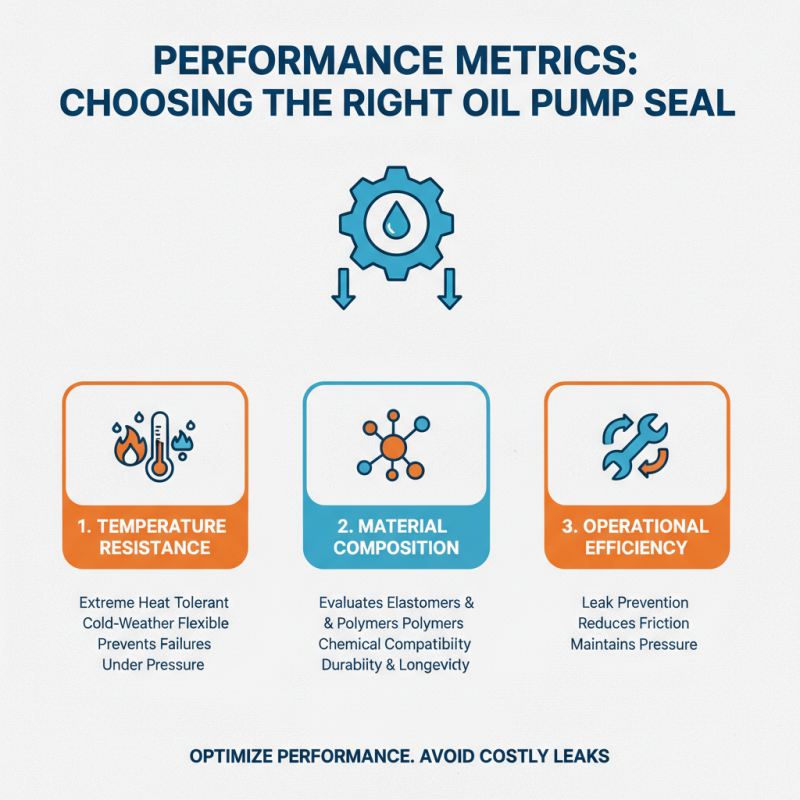
Performance Metrics: How to Choose the Right Oil Pump Seal Brand
When selecting the right oil pump seal, performance metrics are crucial. Consider the seal's resistance to temperature changes. Some seals can withstand extreme heat, while others may fail quickly under pressure. Evaluating the material is essential; the wrong choice can lead to leaks and inefficient operation.
Durability is another key factor. Some seals age faster than others, losing their effectiveness over time. Look for feedback on wear and tear from users. Seal installation often requires precision. A poor fit can compromise performance. Always review installation processes to ensure optimal results.
Consult industry standards when making a decision. They can guide you in narrowing down options. Yet, not all products will meet those standards perfectly. Sometimes, choices are subjective, dependent on specific applications. It’s vital to reflect on previous experiences and adjust choices based on performance history.
Future Trends in Oil Pump Seal Technology and Market Dynamics
The oil pump seal market is evolving rapidly. Emerging technologies are reshaping the dynamics of this essential component. According to a recent industry report, the global oil pump seal market is projected to grow at a CAGR of 4.5% through 2028. This growth is driven primarily by the rising demand for efficiency and durability in oil equipment.
Future trends indicate a shift towards advanced materials like fluoropolymers and elastomers. These materials enhance resistance to high pressures and temperatures. Furthermore, reports suggest a notable increase in the adoption of smart seals equipped with sensors. These smart seals can detect wear and alert operators about potential failures. This innovation aims to minimize downtime and maintenance costs.
On the flip side, challenges remain. Many manufacturers still rely on traditional materials, limiting their competitiveness. The need for skillful labor to install and maintain these advanced solutions is critical. Additionally, market fluctuations in raw material prices can impact production costs. Companies must adapt to these market dynamics to stay relevant and fulfill the evolving needs of oil and gas industries.