China Best Oil Pump Seals for Reliable Performance and Durability?
In the realm of automotive engineering, Oil Pump Seals play a critical role in ensuring reliable performance and durability. According to industry expert Dr. Lisa Cheng, “The quality of Oil Pump Seals directly influences engine efficiency.” This highlights the importance of sourcing reliable seals for optimal function.
Manufacturers in China have made significant advancements in seal technology. They focus on materials that enhance wear resistance and reduce friction, thereby extending the lifespan of oil pumps. However, the market is filled with varying quality. Some seals may not meet industry standards, leading to premature failure.
Engineers must prioritize selecting high-quality Oil Pump Seals. Reflecting on the industry, there’s always room for improvement. Companies should constantly assess their supply chains and quality control measures. Investing in better materials and technologies will yield substantial benefits in performance and reliability. The path to excellence requires diligence and a commitment to continuous improvement.

Overview of Oil Pump Seals Used in China
Oil pump seals play a crucial role in the efficient operation of engines. In China, the demand for high-quality oil pump seals is on the rise. According to a recent industry report, the market for oil pump seals in China is expected to reach approximately $500 million by 2025. This figure reflects the growing automotive industry and the need for reliable components.
The materials used in manufacturing oil pump seals greatly affect their performance and durability. Commonly used materials include elastomers and thermoplastics, which offer varying levels of resistance to heat and chemical exposure. Research indicates that seals made from fluoroelastomers show superior longevity under extreme conditions. However, not all manufacturers use these advanced materials, leading to variability in performance.
Oil pump seals also require precise engineering to ensure effective sealing. A poorly designed seal can lead to oil leaks, which can cause significant damage to engines. Some reports suggest that up to 20% of seal failures are attributed to design flaws. This highlights the importance of rigorous testing and quality control in the production process. There is still room for improvement in the industry, particularly in adopting better materials and design practices.
Key Features of High-Quality Oil Pump Seals
When choosing oil pump seals, attention to detail is crucial. High-quality oil pump seals are essential for optimal performance. These seals must endure both high pressures and various temperatures. They need to fit perfectly to prevent leaks. Any slight imperfection can lead to significant issues over time. Issues like oil leaks can affect machinery efficiency.
Another key feature is material durability. Seals made from advanced polymers provide superior resistance to wear and tear. They can withstand harsh chemicals and abrasive fluids. The seal's flexibility is also important. A flexible seal can maintain its performance even under fluctuating temperatures.
Proper installation is vital for long-lasting performance. Misalignment or improper fitting can lead to premature failure. Users should consider regular inspections. Identifying wear early can prevent costly repairs. Balancing reliability with performance is always a challenge. Making the right choice requires both knowledge and experience in the field.
Types of Materials for Durable Oil Pump Seals
When it comes to oil pump seals, the choice of materials is crucial for ensuring their durability and performance. Common material options include nitrile rubber, fluorocarbon, and polyurethane. Each material has unique properties suited for various operating conditions. For instance, nitrile rubber is known for its excellent resistance to oils and fuels, making it a popular choice for general applications.
Fluorocarbon, on the other hand, offers superior resistance to heat and harsh chemicals. According to industry reports, seals made from fluorocarbon can withstand temperatures up to 204°C (400°F). This resistance is vital for engines that operate at high temperatures, preventing seal failure and maintaining efficiency. Polyurethane seals are also gaining recognition due to their wear resistance and ability to maintain integrity under pressure.
However, material selection is not without its challenges. While some materials excel in certain conditions, they may fail under others. For example, nitrile rubber can degrade when exposed to certain chemicals. It is essential to evaluate the specific environment where the seal will be used. Engaging with material experts can help identify the best options for specific applications and improve overall reliability.
Factors Affecting the Performance of Oil Pump Seals
Oil pump seals are crucial for maintaining reliable performance in various machinery. Several factors influence their effectiveness. One primary consideration is the material used in seal production. Different materials can withstand varying levels of pressure and temperature. For instance, rubber seals may perform well in standard conditions but can degrade quickly in extreme environments.
Another important factor is the design of the seal. An effective seal should fit precisely in the oil pump housing. Poor fitting can lead to leaks, which reduce efficiency. Similarly, the lubrication quality impacts seal longevity. If the oil is contaminated, it can wear down seals faster than expected.
User maintenance practices also play a role in seal performance. Regular checks for wear and tear can identify issues early. However, it's easy to overlook minor signs of deterioration. Sometimes, users might not replace seals promptly, leading to larger problems down the line. Addressing these aspects can significantly enhance the durability and functionality of oil pump seals.
China Best Oil Pump Seals for Reliable Performance and Durability
| Seal Material |
Temperature Resistance (°C) |
Pressure Resistance (bar) |
Lifespan (hours) |
Recommended Use |
| Nitrile Rubber (NBR) |
-30 to 100 |
10 |
5,000 |
General use in oil pumps |
| Fluoroelastomer (FKM) |
-20 to 200 |
20 |
6,000 |
High-temperature oil systems |
| Polyurethane (PU) |
-20 to 90 |
12 |
4,000 |
Medium-duty applications |
| Silicone |
-50 to 180 |
8 |
3,500 |
Special applications with extreme temperature requirements |
| Ethylene Propylene Diene Monomer (EPDM) |
-40 to 150 |
15 |
5,500 |
Water-based fluids and oils |
Best Practices for Selecting and Maintaining Oil Pump Seals
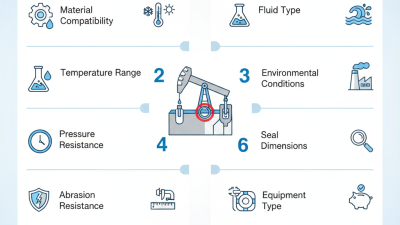
When selecting oil pump seals, consider their material and compatibility with your fluids. The right material prevents leaks and prolongs seal life. Look for seals designed for high temperature and pressure applications. This ensures reliability in demanding environments.
Maintaining oil pump seals is equally important. Regular inspections can help identify wear and tear. Check for signs of leakage or damage. Replace seals promptly to avoid costly downtime. Proper installation can also impact performance. Ensure seals are installed correctly to prevent future issues.
**Tips:** Ensure a clean workspace during installation. Dirt and debris can cause seal failure. When replacing seals, always use the proper tools. This minimizes the risk of damage. Monitor operating conditions to adjust maintenance schedules. Reflecting on these practices can enhance the durability of your seals.