10 Best Double Seals for Ultimate Protection in Your Products?
In the world of packaging and protection, "Double Seals" offer unparalleled security for products. Industry expert Dr. Emily Johnson emphasizes, "Double Seals are a vital component in ensuring product integrity." With the rise of e-commerce, the demand for reliable sealing solutions has surged. Companies seek to safeguard their goods from environmental factors and tampering.
Double Seals present an effective solution to these challenges. They provide a robust barrier against moisture, dust, and contaminants. However, the quality of materials and design must be considered. Not all Double Seals are created equal, and poor choices can lead to failures. It’s essential to evaluate different options based on specific needs and conditions.
Moreover, the market is filled with varying levels of innovation. Some products truly excel, while others fall short. Customers often overlook the importance of durability and functionality. Investing in the wrong Double Seal can compromise product reliability and increase costs. Understanding the nuances of Double Seals is crucial for making informed decisions.
Understanding the Importance of Double Seals in Product Protection
Double seals serve a crucial role in product protection across various industries. These seals create an extra layer of defense against contaminants, moisture, and other potential threats. According to industry reports, 30% of product failures are attributed to inadequate sealing. This statistic underscores the importance of choosing the right sealing solution for your products.
In industries like food packaging and pharmaceuticals, the integrity of seals is vital. A study found that products with double seals showed a 50% reduction in contamination rates compared to those with single seals. This enhanced protection not only ensures product safety but also boosts consumer confidence. Implementing effective seals can mitigate risks and enhance overall product longevity.
Tips: Regularly inspect seals for wear and tear. Even high-quality seals can degrade over time. Consider environmental factors like temperature and humidity that might affect seals. Investing in good sealing technology can save costs in recalls and damages. Make decisions based on years of industry expertise and empirical data to ensure the highest standards of protection.
10 Best Double Seals for Ultimate Protection in Your Products
Understanding the importance of double seals in product protection is crucial. The chart above illustrates the protection scores of various double seals, highlighting their effectiveness in safeguarding products against damage.
Types of Double Seals: Materials and Design Considerations
When choosing double seals for product protection, two main factors come into play: materials and design considerations.
Different materials offer distinct properties. For instance, silicone seals are durable and temperature resistant.
In contrast, rubber seals provide excellent flexibility. Understanding these properties can enhance product longevity.
Design is equally crucial. A well-designed double seal can prevent leaks and contaminants effectively.
Considerations like seal size and shape matter significantly. Customizing designs for specific applications can improve performance.
Experimenting with different configurations may yield unexpected insights.
Tips for selecting double seals include assessing your product's environmental conditions.
High temperatures? Look for heat-resistant materials. Moisture exposure? Opt for seals designed for water resistance.
Testing prototypes can reveal potential weaknesses. Don't rely solely on one design; explore multiple options before finalizing your decision.
Sometimes initial designs fail to impress, prompting a reevaluation of your approach. Stay adaptable and open to improvements.
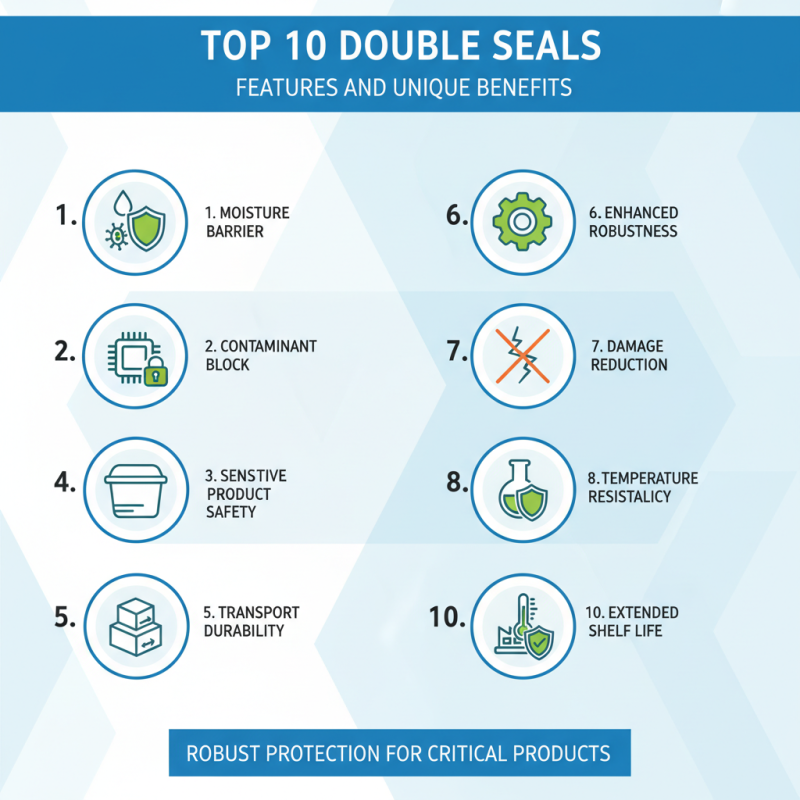
Top 10 Double Seals: Features and Unique Benefits
When it comes to product protection, double seals offer exceptional advantages. They create a robust barrier against moisture and contaminants. This feature is particularly vital for sensitive items like electronics or food products. The added layer ensures durability, reducing the risk of damage during transportation.
Not all double seals are the same. Some are designed for extreme conditions, while others excel in ease of application. Selecting the right type can be challenging. Some seals may peel off unexpectedly or fail in high temperatures. It’s essential to consider your specific needs and the environment in which the product will be used.
Another aspect to reflect on is the sealing method. Certain methods may provide better adhesion than others. The compatibility with various materials is critical for effective sealing. The benefits can be significant, yet without proper testing, you may face challenges. The ideal solution doesn’t always come without trials and learning opportunities.
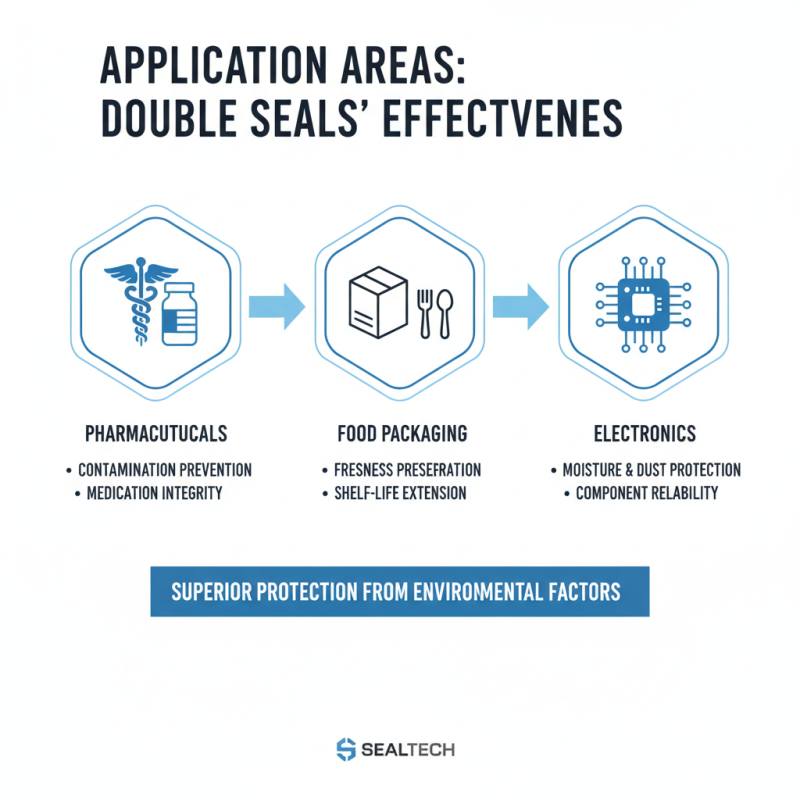
Application Areas: Where Double Seals Are Most Effective
Double seals have become essential in various industries for superior protection. Their effectiveness shines in fields such as pharmaceuticals, food packaging, and electronics. In pharmaceuticals, double seals ensure contamination prevention, safeguarding the integrity of medications. Precision in sealing methods keeps products safe from environmental factors.
In the food packaging sector, double seals provide a barrier against moisture and airborne contaminants. This is crucial for maintaining freshness and extending shelf life. Electronics also benefit greatly, as double seals protect sensitive components from dust and moisture. Sealed devices are less prone to malfunction, enhancing reliability.
However, implementing double seals requires careful consideration. Not all seals perform equally under different conditions. Testing is essential to ensure the right seal type is chosen. By thoughtfully assessing the requirements, industries can enhance their product protection and performance.
Installation and Maintenance Tips for Optimal Seal Performance
When it comes to double seals, proper installation is crucial for achieving maximum protection. A well-sealed product can prevent costly leaks and ensure durability. Start by carefully aligning the seals to avoid any gaps that might compromise their effectiveness. Utilize tools designed for these tasks, as improper handling can lead to poor performance.
Maintenance is equally important. Regularly inspect the seals for signs of wear or degradation. An overlooked seal can lead to severe issues down the line. Make it a habit to clean them gently with a suitable cleaner. Harsh chemicals can damage the material, so please choose wisely.
Remember, the goal is optimal performance. Each seal has its unique characteristics, which calls for specific upkeep strategies. Think critically about your environment. Humidity and temperature fluctuations can affect seal longevity. A proactive approach to both installation and maintenance can significantly enhance the life of your seals.
10 Best Double Seals for Ultimate Protection in Your Products
| Seal Type |
Material |
Temperature Range (°C) |
Pressure Rating (PSI) |
Applications |
Maintenance Tips |
| O-ring Seal |
Nitrile Rubber |
-30 to 100 |
300 |
Hydraulic Systems |
Regular inspection for wear |
| Lip Seal |
Polyurethane |
-20 to 80 |
150 |
Rotating Shafts |
Ensure proper lubrication |
| Quad Ring Seal |
FKM |
-10 to 200 |
300 |
Fluid Power Applications |
Check for hardening |
| Flat Gasket |
Graphite |
-50 to 450 |
200 |
High-Temperature Flanges |
Replace if crushed |
| Cam Lock Seal |
Silicone |
-40 to 120 |
250 |
Food Industry Applications |
Avoid harsh chemical exposure |